 |
| Main Page |
| About Main Street Pens |
| Restoration Services |
| Our Policies |
| Articles and Essays |
| Pens for Sale |
| We Buy Pens |
| Meet Us at Pen Shows |
| Testimonials |
| Links |
In Pen Repair: Cheap Tools, Part I we looked at some basic repair tools that you can make that will get you started doing your own pen repairs, without having to spend a lot of money. These next few are a little more advanced, but are tools that I think youll find to be interesting to make, and useful.
Last round I forgot to mention one very useful item that you should have in your tool box. Check my tool box at a show and youll find a couple pieces of maple. They arent very big. One is about one and one-half inches by two inches, the other about three inches by four inches, both about one-half inch thick. The blocks of wood give you a surface good work surface, one that you can cut on, pound on, roll heated plastic between, whatever. Mine are ink stained, gouged, burned, drilled, dented. They really get used. Find a couple of small pieces of wood and keep em handy!
Since youll need to use power tools to make some of the tools in this article , keep safe shop practices in mind. Wear eye protection, keep shirt sleeves out of the way, use your head. You want to keep your fingers and vision!
Its been said that the drill is the poor mans lathe, and indeed it is. I have made tools, handles, buttons for Esterbrooks, and even turned down a blind cap on a Duofold Jr. using a drill. If you dont have a lathe (and most wont) you can still do a lot with just a drill. A 1/2" slow speed drill is best, but a 3/8" drill will work for lots of things.
 A
burnishing tool is used for straightening nibs, removing dents in
caps,
or any operation where you want to work or smooth a metal part
without
pounding the material. A burnishing tool can be made out of steel
or
brass rod stock. Anything from 3/16" to 3/8" can be used, but the
closer it is to the desired size, the better. Youll find that
brass is easier to work, but tough enough for most jobs. Brass
should
be available at a hardware or hobby store, while steel is more
likely
to be found at a hardware store or home center. While youre
buying the rod stock, pick up a piece of 1/2" diameter dowel.
(Ill explain why later).
A
burnishing tool is used for straightening nibs, removing dents in
caps,
or any operation where you want to work or smooth a metal part
without
pounding the material. A burnishing tool can be made out of steel
or
brass rod stock. Anything from 3/16" to 3/8" can be used, but the
closer it is to the desired size, the better. Youll find that
brass is easier to work, but tough enough for most jobs. Brass
should
be available at a hardware or hobby store, while steel is more
likely
to be found at a hardware store or home center. While youre
buying the rod stock, pick up a piece of 1/2" diameter dowel.
(Ill explain why later).
Start by cutting your rod stock to a length of about four to five inches, then chuck it in the drill and tighten the jaws of the chuck. If you have a vise or a way to hold the drill in place (like a dryer vent hose clamp around the drill and a board) secure the drill. If not, have a helper hold it on your bench top. Lock the drill on, making sure that the direction of rotation is towards you (change it if you have a reversible drill, or turn it over if not). Using a fine file, like a mill-bastard (8 inch is a good size), shape the end of the rod stock to a gradual curved taper, ending in a rounded, blunt point. Once you have the basic shape begin to smooth it, starting with 400 grit wet/dry paper. Then work through to 600, and polish with 1500 grit paper. Keep the paper wet (not soaking, but wet) and itll cut better and last longer. If you want to, finish with a metal polish. The end should be smooth and bright.
Youll need a handle for the burnisher, which is where the dowel comes in. If you want, you can use a piece of and old broom handle. The point is that you want something that you can grip! Cut the dowel to about 4" or 5" in length, and sand the corners smooth. Drill a hole in one end about 1" to 2" deep thats about the same diameter as your rod stock. I like to use epoxy to hold the tool in the handle. A little paint or clear varnish makes it look like a professional tool.
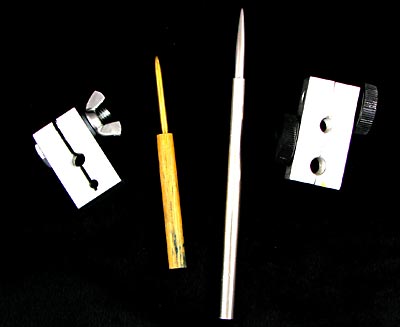
A tool thats essential for working on Vacumatics is a Vacumatic filler tool. A Vac tool has a threaded hole that is used to grip the nipple on a Vacumatic filler unit that sticks out of the end of the barrel. You then turn the filler unit out of the pen so that you can replace the diaphragm. If you use a pair of pliers on the nipple, youll chew up the threads. The Vac tool by contrast has threads that match, and can grip the threads without damaging them. There are two styles. One is block style. The other is a vac wrench. The wrench type is too difficult for most of us to make. But you can make the block type using steel or aluminum. [The picture shows two versions] As with brass (which I suppose could be used if you found a small block), aluminum is softer, and therefore easier to work, though the threads will eventually wear.
The block type of tool is split down the middle through the threaded hole, and uses two screws to clamp the two halves together around the filler units nipple. The standard filler unit has 5/16-36 threads, the large (over size) filler uses has a 3/8-36 thread. Most of the time you only need the standard size which is used on subdeb through major vacs, and on the Maxima (not oversize) vacs.
Two points here before we go onto the instructions on how to make a tool. First, I do not recommend using socket head screws and an allen wrench. It is possible to over tighten the block and crush the filler unit. You are much better off using knobs mounted on the screws or wing nuts because the torque applied is limited by your finger strength. The second is that the 5/16-36 or 3/8-36 tap may be difficult to find, but you just might be able to get your hands on a 5/16-32 or 3/8-32 tap. The number of threads that are actually engaged is quite small. If a 5/16-32 or 3/8-32 tap is all you can find, itll work without damaging your filler unit.
Start by drilling the holes first. Drill two holes, one on each end through the width of the block to clamp the block together. The screws that you use for clamping the sides together will be 1/4-20. The charts call for a #7 drill, but most of us have a 3/16", which will work just fine. For the threads that go onto the filler, drill from top to bottom in the middle, through the thickness of the block. Use a 17/64" drill or 9/32" (the latter is a bit big, but will work). Then tap the hole in the middle with your 5/16-36 or 3/8-36 tap.
Next cut the block down the middle, through the middle of the hole. After cutting, it wouldnt hurt to file the inside of the block down a bit so that the kerf is larger, giving more clearance around the filler unit. You should have two halves with holes on each end, and half of a threaded hole in the middle. Put the two halves together and mark a line across one end so that you align the halves properly when you put it back together.
Now, drill the right half top hole, and the left half bottom hole (opposite corners) with a _ drill to open the hole to allow a 1/4-20 bolt to pass through. Then tap the right half bottom hole and the left half top hole with a 1/4-20 tap. Using your fine (mill-bastard) file, smooth the corners and edges and remove all burrs. Now thread a 1/4-20 bolt in each half and snug it down, put the two halves of the block together with the bolts going through the clearance holes, and put the wing nuts in place over the end of the bolts and youre ready to go. A nylon washer under the wing nuts will help them to turn more easily.
Still to come: pellet pushers, and tools to remove the sac from Sheaffer Snorkels.